Nye hardmetallskjær for produktiv og effektiv dreiing i stål
Sandvik Coromant oppgraderer sortimentet i dreieskjær for maskinering av ISO-P-stål.
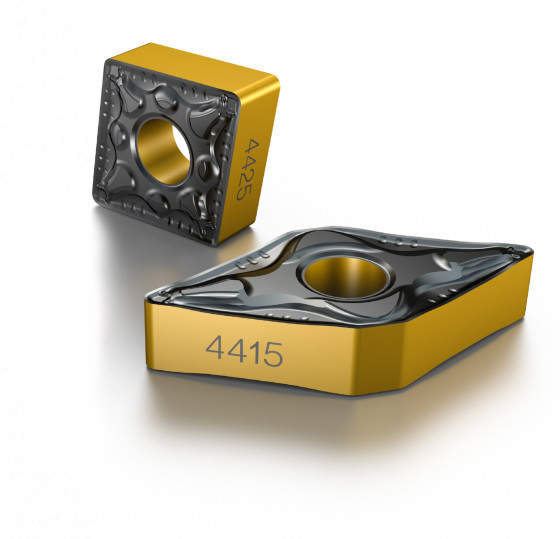
Verktøyspesialisten har lansert to nye hardmetallskjær som er beregnet for utvendig og innvendig dreiing i lavlegert og ulegert stål. De nye skjærene, som har fått betegnelsene GC4415 og GC4425, leverer økt slitestyrke, større varmebestandighet og forutsigbar slitasje.
GC4415 og GC4425 er ideelle for produsenter som arbeider med masse- og batchproduksjon gjennom dreiing i henholdsvis lavlegert stål (P 2.1 til 2.6) og ulegert stål (P 1.1 til 1.5).
Produsenten sier dette om produktene: Kvaliteten GC4425 har vist seg å ha høyere ytelse enn konkurrerende skjær ved en rekke bruksområder med dreiing i stål. Den gir bedre sikkerhet mot brudd og er mer varmebestandig og slitesterk. Dette er noe som utvider bruksområdet betraktelig. Både den og GC4415 kan brukes til fin- og grovbearbeiding på jobber med kontinuerlige og avbrutte kutt.
GC4415 er beregnet for å utfylle GC4425 der det trengs høyere ytelse og mer varmemotstand. I tillegg er det dokumentert at den nye etterbehandlingen av skjærene forsterker ytelsen ved avbrutte kutt, og en unngår plutselige brudd. Dette gjør at begge skjærkvalitetene overgår konkurrentene på et bredt spekter av bruksområder.
“Generelt sett ønsker enhver produsent å oppnå følgende mål: økt avsponingsverdi, flere deler per egg, reduserte syklustider og mindre forbruk av verktøy,” forteller Johan Anderstedt, global produktsjef for dreiing hos Sandvik Coromant.
“For produsenter som driver med småserieproduksjon, betyr dette også fleksibilitet ved å kunne dreie i flere stålmaterialer med den samme kvaliteten. Våre nye GC4415- og GC4425-kvaliteter kan hjelpe deg å oppnå dette — selv når det gjelder krevende og komplekse ISO-P materialer.”
Større slitasjemotstand
Ifølge SAndvik viser skjærene GC4415 og GC4425 overlegen slitasjemotstand i forhold til konkurrerende skjær, og dette bidrar til forlenget verktøylevetid og forutsigbar ytelse hver gang de brukes. Dette reduserer også forbruket av både arbeidsmateriale og skjær.
Skjærenes slitasjemotstand oppnås ved hjelp av Sandvik Coromants andre generasjon Inveio®-teknologi, et aluminium oksidbelegg. I et mikroskop er det lett å se det unike ved Inveio, alle krystallstavene ligger i samme retning.
Hver krystallstav er oppstilt mot skjærkanten, og danner dermed en sterk barriere som forbedrer motstanden mot krater- og flankeslitasje. Varmen ledes dessuten raskere bort fra kuttsonen, noe som bevarer skjærekantens form lenger. Resultatet er et verktøy som ikke slites så fort.
For bedre bærekraft inneholder hardmetallsubstratet på disse nye kvalitetene en høy andel resirkulert hardmetallmateriale, over 40 %. Det å lage skjærkvaliteter av resirkulert materiale sparer nytt og ubrukt råmateriale, krever mindre energi og gir lavere CO2-utslipp under produksjonen.
Lavere produksjonskostnader
Kunder har vært i stand til å implementere høyere skjærehastigheter (vc) og mangedoble matehastigheten (fn) med de nye hardmetallskjærene. For å hjelpe kundene med å optimere skjæredata, og for å finne det beste skjæret eller verktøyet til sine behov, har Sandvik Coromant også utviklet sin nettbaserte CoroPlus® Tool Guide.
“GC4425 og GC4415 gir forlenget levetid for verktøyet i noen av de mest krevende dreieoperasjonene,” fortsetter Anderstedt. “Et nært partnerskap med Sandvik Coromant, kombinert med bruk av Tool Guide, kan gi kundene våre høyere produktivitet, lavere kostnad per del og en mer lønnsom produksjon.”